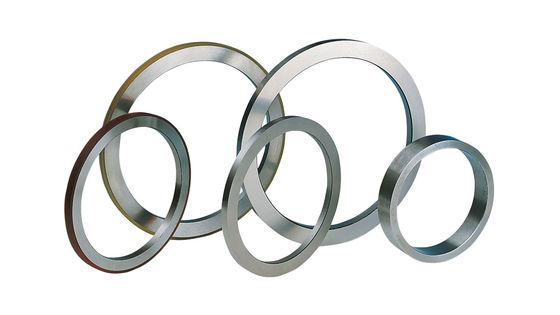
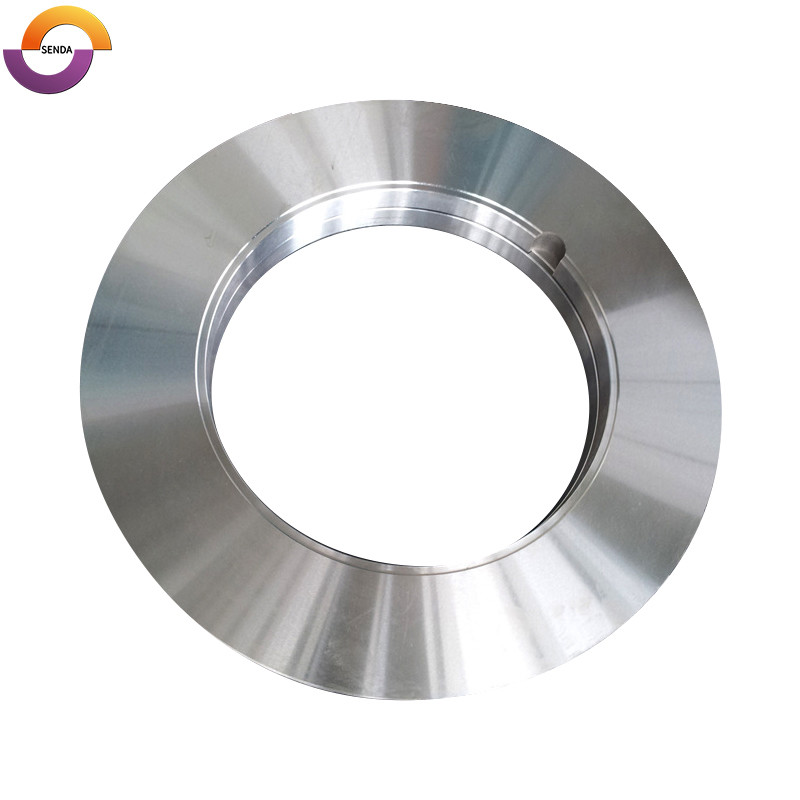
SENDA rotary slitter blades are designed for the longitudinal slitting of cooled hot-rolled steel coils, sheets and strips. The blades are mounted on the upper and lower arbors of a slitting line. Controlled horizontal clearance and blade overlap are used to continuously shear a wide steel coil into narrower strips.
The blades can be customized according to technical drawings, existing blade dimensions or physical samples. Blade material, hardness, dimensional precision and supporting tooling are selected according to the hot-rolled steel thickness, tensile strength, slitting speed, machine conditions and current cutting problems.
Main Product Specifications
|
Parameter
|
Specification
|
| Product Name |
Rotary Slitter Blades |
| Other Names |
Coil Slitter Blades, Circular Slitter Knives, Rotary Shear Blades |
| Application |
Longitudinal slitting of hot-rolled steel coils, sheets and strips |
| Cutting Thickness |
0.1–24 mm |
| Available Materials |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| Tool-Steel Hardness |
HRC 62–64 for applicable tool-steel specifications |
| Maximum Outer Diameter |
600 mm |
| Example Size |
6.000″ OD × 3.000″ ID × 0.375″ T |
| Inner Diameter Tolerance |
+0.02 mm |
| Concentricity |
≤0.02 mm |
| Thickness Tolerance |
Down to ±0.001 mm, depending on blade diameter |
| Standard Surface Roughness |
Ra 0.2 μm |
| Polished Surface Roughness |
Up to Ra 0.1 μm for applicable sizes |
| Thin-Gauge Industry Reference Speed |
Up to approximately 305 m/min |
| Customization |
According to drawings, dimensions or samples |
| MOQ |
2 pieces |
| Delivery Time |
30–35 days |
The listed example size is not a fixed standard specification. The final OD, ID, thickness, material, hardness and tolerances are manufactured according to the approved drawing and actual slitting conditions.
Applications for Hot-Rolled Steel Slitting
These rotary slitter blades are mainly used in:
- Hot-rolled steel coil slitting
- Hot-rolled steel sheet slitting
- Hot-rolled narrow-strip production
- Steel coil processing centers
- Steel service centers
- Hot-rolled sheet edge trimming
- Continuous multi-knife slitting lines
This product is intended for hot-rolled steel that has completed the rolling process and cooled. It is not intended for red-hot steel cutting, hot flying shearing or high-temperature cut-to-length operations on a hot rolling line.
Common Problems in Hot-Rolled Steel Slitting
Hot-rolled steel thickness, strength, surface scale and cutting load affect the selection of blade material, hardness and tooling parameters. Incorrect blade or tooling configuration may result in:
|
Common Problem
|
Typical Result
|
| Excessive Burrs |
Continuous or localized burrs along the slit edge |
| Edge Deformation |
Rolled, compressed or deformed strip edges |
| Blade Chipping |
Localized chips, microcracks or edge damage |
| Fast Blade Wear |
Rapid edge dulling and more frequent regrinding |
| Uneven Blade Wear |
Different wear rates between upper, lower or adjacent blades |
| Width Variation |
Dimensional variation in the finished strips |
| Knife Jamming |
Interference during blade installation or operation |
| Unstable Stripping |
Difficulty guiding or separating the slit strips |
These problems are not always caused by blade material alone. Horizontal clearance, arbor precision, blade parallelism, spacer accumulation, installation condition and stripping configuration may also affect the cutting result.
Why Burrs and Abnormal Slitting Results Occur
Different slitting results can indicate different areas that need to be checked.
|
Slitting Result
|
Inspection Direction
|
| Completely irregular burrs on all strips |
Check the precision of the slitting machine and complete tooling set |
| Odd or even strips cannot be completely separated |
Check arbor shoulder alignment and the clearance of the first blade pair |
| Regular burrs appear on the same side of the strips |
Check stripping position, separator shoulder and initial clearance |
| Continuous burrs along the full strip length |
Check arbor runout and blade parallelism |
| Some strips are acceptable while others remain defective |
Check accumulated blade error and blade surface condition |
| Regular excessive burrs on both sides of all strips |
Horizontal clearance may be too large |
| Regular compression on both sides of all strips |
Horizontal clearance may be too small |
Hot-rolled steel slitting problems should therefore be evaluated by checking the blades, arbors, spacers, clearance and installation condition together, rather than simply increasing blade hardness.
Blade Materials for Different Hot-Rolled Steel Thicknesses
SENDA selects blade materials according to hot-rolled steel thickness, tensile strength, surface condition and actual slitting requirements.
|
Hot-Rolled Steel Thickness
|
Available Blade Materials
|
| <3.0 mm |
LS7, LS6, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| 3.0–6.0 mm |
LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
| >6.0 mm |
LS7, LS13, SKD11, HSS, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 and LS13
LS7, LS6 and LS13 are selected according to the hot-rolled steel thickness range:
- LS7 can be used across the three main thickness ranges.
- LS6 is mainly used for hot-rolled steel below 6.0 mm.
- LS13 is mainly used for hot-rolled steel above 3.0 mm.
SKD11, D2 and Cr12MoV
SKD11, D2 and Cr12MoV are tool-steel material categories that can be used for different hot-rolled steel thicknesses. Final selection depends on strip strength, surface scale, cutting load, slitting speed and chipping risk.
HSS
HSS is available as a high-speed steel material category for different thickness ranges. The specific HSS grade is selected according to the actual slitting conditions.
SD-51 and SD-56
SD-51 and SD-56 can be used for cold-rolled and hot-rolled applications. Final selection still depends on strip thickness, strength and machine parameters.
Blade Hardness and Toughness Balance
HRC 62–64 is available for applicable tool-steel blade specifications, but this hardness range should not be applied uniformly to every blade material.
Final hardness depends on:
- Blade material
- Hot-rolled steel thickness
- Tensile strength
- Surface scale condition
- Blade OD and thickness
- Slitting speed
- Cutting-edge load
- Chipping risk
Higher hardness can support edge retention and wear control, but blade toughness must also be considered for thicker strips, higher cutting loads or impact conditions.
Blade material and heat-treatment parameters should therefore be selected according to the specific slitting application. HRC 62–64 is not a universal hardness specification for all hot-rolled steel slitter blades.
Blade Thickness Tolerance and Parallelism
Blade precision changes with the outer diameter. A thickness tolerance of ±0.001 mm should not be presented as a universal tolerance for all blade sizes.
|
Blade Outer Diameter
|
Thickness Tolerance
|
Parallelism
|
| ≤250 mm |
±0.001 mm |
0.002 mm |
| ≤340 mm |
±0.001 mm |
0.002 mm |
| ≤420 mm |
±0.001 mm |
0.002 mm |
| ≤550 mm |
±0.003 mm |
0.002 mm |
| ≤600 mm |
±0.005 mm |
0.005 mm |
In a multi-knife slitting system, dimensional errors from individual blades and spacers may accumulate. The complete tooling stack should therefore be controlled in addition to the thickness of each individual blade.
Blade Flatness by Diameter and Thickness
Blade flatness depends on both outer diameter and blade thickness.
|
Blade Outer Diameter
|
Thickness ≤1 mm
|
Thickness 1–2 mm
|
Thickness 2–5 mm
|
Thickness >5 mm
|
| ≤250 mm |
0.02 mm |
0.005 mm |
0.002 mm |
0.002 mm |
| ≤340 mm |
0.03 mm |
0.01 mm |
0.005 mm |
0.002 mm |
| ≤420 mm |
0.04 mm |
0.02 mm |
0.01 mm |
0.002 mm |
| ≤550 mm |
— |
— |
0.02 mm |
0.005 mm |
| ≤600 mm |
— |
— |
— |
0.01 mm |
Suitable flatness and parallelism help control blade contact, localized cutting load, uneven wear and variation in the finished slit edges.
Surface Roughness and Finish
The standard blade surface roughness is Ra 0.2 μm. For applicable precision sizes, the polished surface roughness can reach Ra 0.1 μm.
|
Surface Parameter
|
Specification
|
| Standard Surface Roughness |
Ra 0.2 μm |
| Polished Surface Roughness |
Ra 0.1 μm |
| Main Applicable Range for Ra 0.1 μm |
Corresponding blade sizes with OD ≤420 mm |
| Surface Finish |
Ground, lapped and polished |
The original term “Surface Roundness: Ra 0.1 μm” should be corrected to “Surface Roughness,” because Ra refers to surface roughness rather than roundness.
Horizontal Blade Clearance Reference
Horizontal blade clearance is initially selected according to strip thickness and tensile strength.
|
Material and Tensile Strength
|
Horizontal Clearance as a Percentage of Strip Thickness
|
| Soft aluminum, copper and brass, ≤100 MPa |
3%–5% |
| Mild steel, copper alloy and hard aluminum, ≤240 MPa |
Approximately 10% |
| Medium-hard steel and soft stainless steel, approximately 420–620 MPa |
Approximately 12%–15% |
| Stainless steel and high-alloy steel, approximately 700–1310 MPa |
Approximately 15%–25% |
For hot-rolled steel, the main reference ranges are:
- Softer hot-rolled steel with tensile strength ≤240 MPa: initial clearance of approximately 10% of strip thickness.
- Medium-strength hot-rolled steel with tensile strength of approximately 420–620 MPa: initial clearance of approximately 12%–15% of strip thickness.
These values are initial setting references. Final clearance must be adjusted according to the actual steel grade, thickness, cutting-edge condition, machine precision and required sheared-edge profile.
Excessive clearance may result in regular burr formation. Insufficient clearance may increase material compression, cutting-edge load or abnormal wear.
How Rotary Slitter Blades Work
After the hot-rolled steel coil enters the slitting line, the upper and lower rotary blades are mounted on their respective arbors. Blades, spacers and shims are arranged according to the required strip widths.
The slitting process includes:
- The hot-rolled steel coil enters the slitting line.
- Rotary blades are arranged on the upper and lower arbors according to the target widths.
- Steel spacers control blade positions and finished strip widths.
- Shims are used to fine-tune blade positions and horizontal clearance.
- Upper and lower blades form the required horizontal clearance and overlap.
- The steel coil is continuously sheared as it passes through the blade edges.
- Rubber rings and stripper rings support hold-down, guidance and strip removal.
- The slit strips continue to recoiling or downstream processing.
Slitting quality depends not only on blade sharpness, but also on arbor condition, blade precision, clearance setting and the accumulated dimensions of the complete tooling stack.
Complete Tooling for Hot-Rolled Steel Slitting Lines
SENDA can configure blades and supporting tooling according to the slitting machine, target strip widths and tooling-stack structure.
|
Tooling Component
|
Main Function
|
| Rotary Slitter Blades |
Perform continuous longitudinal slitting |
| Steel Spacers |
Control blade position and finished strip width |
| Shims |
Fine-tune blade position and horizontal clearance |
| NBR Rings |
Recommended for hot-rolled materials for hold-down, guidance and stripping support |
| PU Rings |
Optional for hot-rolled materials |
| Steel Stripper Rings |
Apply pressure, guide and remove narrow strips |
| Separator Tools |
Separate and guide the slit strips |
For hot-rolled materials, NBR rings are the recommended direction, while PU rings can be selected according to machine and material-surface conditions.
How to Select Rotary Slitter Blades for Hot-Rolled Steel
1. Confirm the Hot-Rolled Steel Parameters
Please provide:
- Hot-rolled steel grade
- Strip thickness
- Tensile strength
- Surface condition
This information is used to determine blade material, hardness and initial horizontal clearance.
2. Confirm the Blade and Arbor Dimensions
Please provide:
- Blade outer diameter
- Blade inner diameter
- Blade thickness
- Arbor dimensions
- Bore and installation structure
- Existing blade drawing or physical sample
Any drawing requirements for flatness, parallelism, concentricity, radius, chamfer or cutting-edge geometry should also be provided.
3. Confirm the Production Conditions
Please provide:
- Slitting speed
- Target strip width
- Slitting-machine model
- Multi-knife tooling configuration
Some high-speed slitting lines processing approximately 0.5–2.7 mm cold-rolled and hot-rolled steel have an industry reference speed of approximately 305 m/min. Actual operating speed still depends on strip thickness, tensile strength, blade dimensions and machine conditions. This speed should not be applied uniformly to the entire 0.1–24 mm thickness range.
4. Confirm the Current Slitting Problem
Photos of the slit edge, blade cutting edge and wear condition can help evaluate:
- Burr position and direction
- Blade chipping
- Uneven blade wear
- Strip-width variation
- Knife jamming
- Unstable stripping
5. Confirm Supporting Tooling Requirements
Please confirm whether the order requires:
- Steel spacers
- Shims
- NBR or PU rings
- Steel stripper rings
- Separator tools
From Drawing Review to Dimensional Inspection
Hot-rolled steel slitter blades must match the customer’s existing arbors, spacers and complete tooling stack. SENDA can manufacture according to customer drawings, existing blade dimensions or physical samples. The approved drawing is used as the basis for production and finished-product inspection.
Drawing and Parameter Review
Before production, the technical information is reviewed to confirm:
- Blade OD, ID and thickness
- Bore-to-arbor fitting dimensions
- Flatness and parallelism requirements
- Concentricity requirements
- Radius, chamfer and cutting-edge structure
- Dimensional tolerances and inspection datums shown on the drawing
Blade material, hardness and precision grade are also selected according to hot-rolled steel thickness, tensile strength and actual slitting conditions.

Finished-Blade Dimensional Inspection
After machining, finished blade dimensions and surface condition are checked according to the approved drawing and order requirements. This helps confirm that the blades match the customer’s existing arbors and tooling configuration.
Inspection items may include:
- Outer diameter
- Inner diameter
- Blade thickness
- Drawing-specified dimensions
- Cutting-edge and surface condition
- Dimensional fit of complete tooling sets
Manufacturing Process
SENDA manufactures industrial slitting tooling from forged alloy tool steels, high-speed steels, proprietary steels and powder-metallurgy high-performance steels.
The main manufacturing process includes:
- Application and drawing review
- Blade material and hardness confirmation
- Raw-material preparation and forging
- Vacuum heat treatment or salt-bath heat treatment
- Tempering
- CNC dimensional machining
- Internal and external cylindrical grinding
- Precision surface grinding
- Cutting-edge processing
- Lapping or polishing
- Dimensional and surface inspection
- Rust prevention and packaging
The actual production route may vary according to blade material, dimensions and precision requirements.
Inspection and Quality Control
SENDA uses material analysis, dimensional inspection and surface inspection to control raw materials, manufacturing processes and finished blades.
|
Inspection Item
|
Inspection Content
|
| Spectral Analysis |
Checks material chemical composition |
| Metallographic Analysis |
Evaluates material microstructure |
| Non-destructive Testing |
Checks material or product defects |
| OD and ID Inspection |
Checks outer and inner diameters according to the approved drawing |
| Thickness Inspection |
Checks blade thickness |
| Flatness Inspection |
Checks blade flatness |
| Parallelism Inspection |
Checks parallelism between working surfaces |
| Concentricity Inspection |
Checks concentric relationship between the bore and outer diameter |
| Surface Roughness Inspection |
Checks ground or polished surface roughness |
| Cutting-Edge Inspection |
Checks chipping, burrs and grinding condition |
The specific inspection items are determined according to blade material, dimensions, drawings and order requirements.
Packaging and Delivery
|
Item
|
Specification
|
| MOQ |
2 pieces |
| Delivery Time |
30–35 days |
| Rust Protection |
Anti-rust oil |
| Inner Protection |
Protective plastic wrapping |
| Outer Packaging |
Strong plywood case |
| Payment Terms |
L/C, D/A, D/P, T/T, Western Union |
| Certification |
ISO 9001 |
| Place of Origin |
China |
Before packaging, the blades receive rust protection. Protective plastic wrapping and a strong plywood case help reduce the risk of moisture, corrosion and cutting-edge damage during transportation.
Frequently Asked Questions
What materials are available for hot-rolled steel slitter blades?
Available materials include LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 and Cr12MoV. LS7, LS6 and LS13 are selected according to hot-rolled steel thickness. Other materials are selected according to strip strength, surface condition and actual slitting requirements.
What hot-rolled steel thickness can the blades process?
The current cutting-thickness range is 0.1–24 mm. Different thicknesses, strengths and machine conditions require different blade materials, hardness, dimensions, clearance and operating speeds.
Is HRC 62–64 suitable for every blade material?
No. HRC 62–64 is only available for applicable tool-steel blade specifications. LS-series steels, HSS, SD-series materials and other grades require hardness selection according to their material properties and actual operating conditions.
What horizontal clearance should be used for hot-rolled steel slitting?
For softer hot-rolled steel with tensile strength ≤240 MPa, approximately 10% of strip thickness can be used as an initial reference. For medium-strength hot-rolled steel at approximately 420–620 MPa, approximately 12%–15% can be used as an initial reference. Final clearance should be adjusted according to the actual sheared-edge profile, burr condition, machine precision and blade condition.
What blade precision can SENDA provide?
Depending on blade diameter, thickness tolerance can reach ±0.001 mm and parallelism can reach 0.002 mm. Standard surface roughness is Ra 0.2 μm, while applicable polished specifications can reach Ra 0.1 μm.
What information is required for a quotation?
Please provide the hot-rolled steel grade, thickness, tensile strength, slitting speed, target strip width, blade OD × ID × T, arbor dimensions, current blade material, current slitting problems, drawing and required quantity.
Information Required for a Custom Quote
To determine the suitable blade material, hardness, dimensional precision and tooling configuration, please provide:
- Hot-rolled steel grade
- Hot-rolled steel thickness
- Tensile strength
- Slitting speed
- Target strip width
- Blade outer diameter, inner diameter and thickness
- Arbor dimensions
- Current blade material
- Current burr, chipping or wear problem
- Required spacers, rubber rings or stripper rings
- Blade technical drawing
- Existing blade photos or physical dimensions
- Required quantity
Upload your blade drawing and provide the hot-rolled steel thickness, tensile strength and slitting-line parameters for material, dimensional tolerance and complete tooling review.

 Your message must be between 20-3,000 characters!
Your message must be between 20-3,000 characters!